Как сбалансировать острый хвост и скорость постукивания?
Материал: СС304 + СКМ435
Обработка поверхности: Русперт
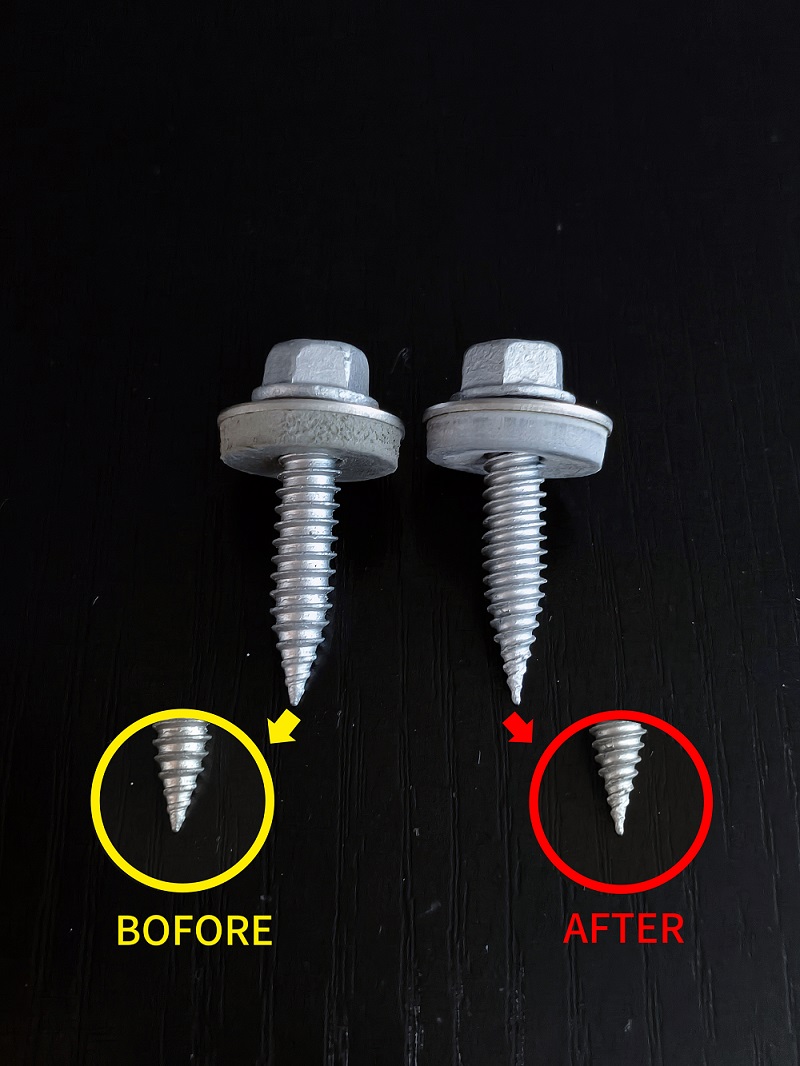
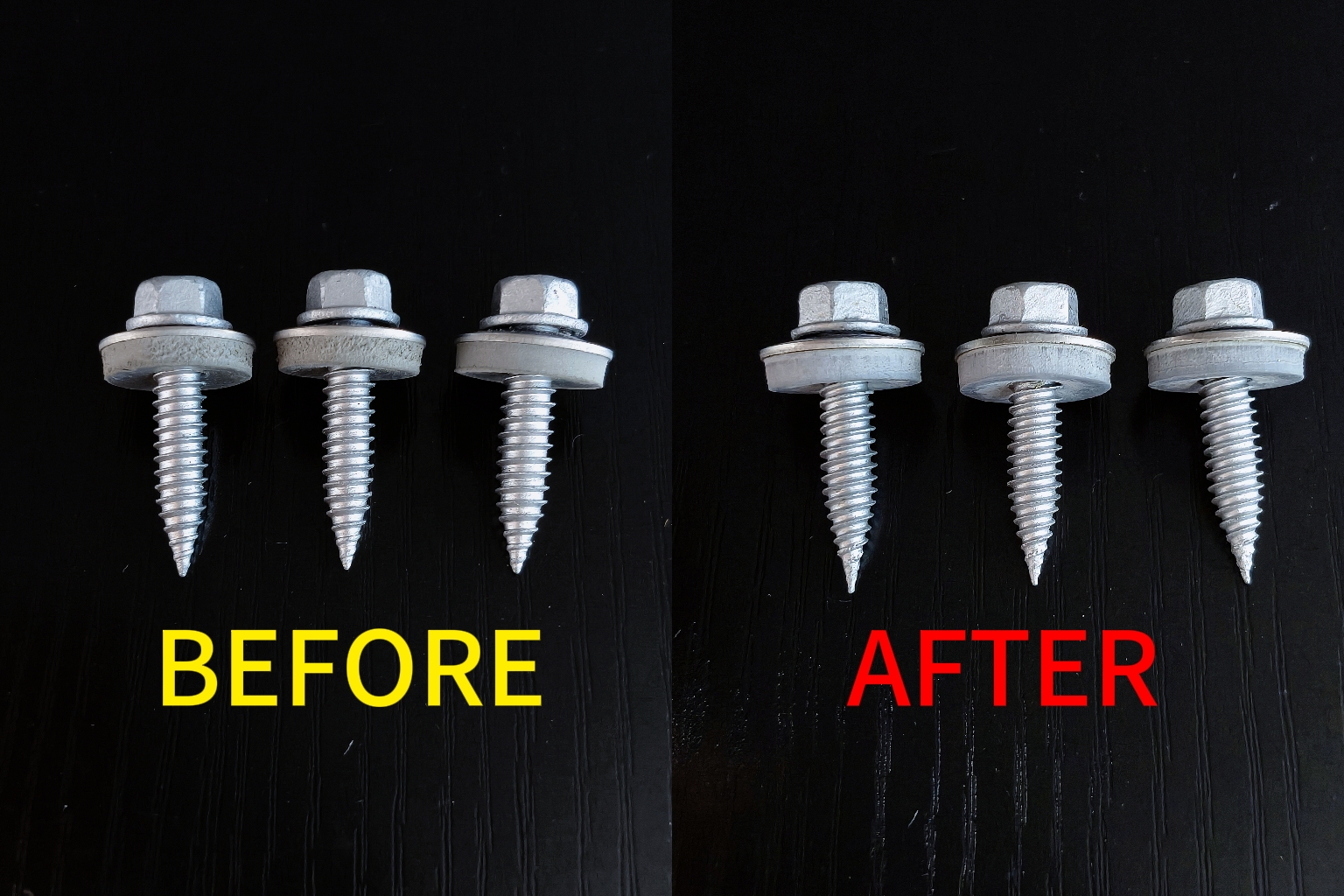
При массовом производстве винтов по металлу BI всегда было непросто найти баланс между остротой хвостовика, скоростью нарезания резьбы и постоянством формирования резьбы.Чем меньше угол хвостового оперения, тем лучше начальное позиционирование и тем больше сила проникновения; однако чем тоньше материал на хвостовой части, тем более он склонен к нестабильности и неспособности образовывать резьбу во время накатки резьбы.Более тупая хвостовая часть обеспечивает стабильную скорость нарезания резьбы и полное формирование резьбы, но приводит к плохому позиционированию и слабой силе проникновения, что делает ее склонной к соскальзыванию и неспособности пробить толстые пластины.
Угол хвостового оперения первой партии образцов, которые мы предоставили заказчику, был слишком тупым и не соответствовал требованиям проникновения для практического использования. После второго этапа регулировки хвостовик достиг идеального состояния, но формирование резьбы не удалось, что серьезно повлияло на скорость нарезания резьбы.

Благодаря двухзаходной структуре требования к точности пресс-формы, процессам обработки и стабильности термообработки еще выше. Поэтому мы выбрали более точные формы для резки проволоки с ЧПУ из Тайваня и одновременно оптимизировали параметры термообработки и процессы нанесения покрытия, легко решив проблему.
Никаких компромиссов, никаких сокращений —Цзясин Аокеобращайте внимание на каждую деталь, чтобы наши клиенты могли с уверенностью использовать нашу продукцию.
Предыдущий:Как работают глухие заклепки?